The Most Widely Used Automatic Welding Process for Metal Hose Assemblies
Metal Hose Automatic Welding is becoming the preferred manufacturing solution for metal hose assembly producers seeking higher productivity, consistent weld quality, and lower labor costs.
Automatic welding is particularly suitable for:
- High-volume production
- Consistent product quality requirements
- Traceable welding procedures
- Reduced dependence on skilled welders
Manual welding remains valuable for highly customized products and low-volume production. In practice, automated welding and manual welding complement each other, helping manufacturers continuously improve productivity, quality, and consistency.
Three Main Automatic Welding Processes for Metal Hose Assemblies
Metal hose assembly welding can generally be divided into three categories:
- Seal Welding + Fitting Welding
- One-Shot Welding
- Two-Step Welding
(Corrugated hose and fitting welded first, remaining components welded in a second operation)
Among these processes, Seal Welding + Fitting Welding is by far the most common and widely adopted manufacturing method in the flexible metal hose industry.
Most hose manufacturers currently perform this process manually. However, the same workflow can be fully automated using dedicated welding equipment.
The automated process consists of:
Automatic Seal Welding → Automatic Fitting Welding

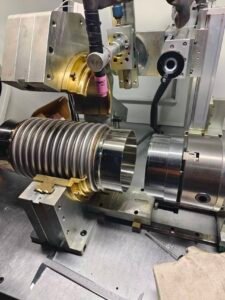
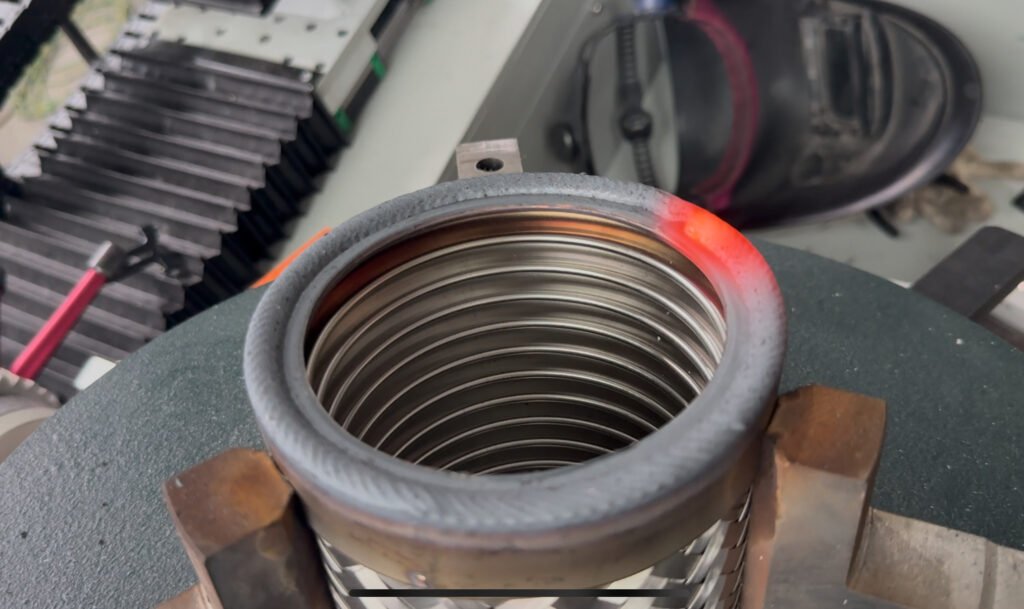
What Is Metal Hose Automatic Welding Seal Welding?
Seal welding is the process of welding together:
- Corrugated hose
- Braid
- Ferrule (neck ring)
This operation creates a leak-tight connection and prepares the assembly for subsequent fitting welding.Because seal welding directly affects leak tightness and final product quality, process stability is critical.
Application Range
Seal Welding + Fitting Welding is particularly suitable for:
- DN12 – DN300 metal hose assemblies
- Products with large dimensional differences between hose and fittings
- Multi-configuration production environments
- Medium and large diameter hose assemblies
- Applications requiring high welding consistency
Characteristics of Automatic Seal Welding + Fitting Welding
Advantages
- High process flexibility
- Suitable for a wide range of hose sizes
- Compatible with various fitting designs
- Excellent weld consistency
- Reduced dependence on operator skill
- Easier welding parameter standardization
Limitations
- Lower productivity than one-shot welding
- Additional handling between welding operations
- More process steps required
Why Pre-Treatment Matters in Metal Hose Automatic Welding?
The stability of fitting welding depends largely on the consistency of the seal welding process.
Although seal welding can be performed directly without pre-treatment, incoming hose conditions often vary.
Differences in:
- Corrugation shape
- Ferrule fit-up
- Braid position
- End face flatness
can significantly reduce the available welding process window.
Proper pre-treatment minimizes these variations and improves both productivity and weld quality.
Recommended Pre-Treatment Processes
1. Corrugation Flattening
Purpose
- Increase wall thickness at the welding area
- Improve hose roundness
- Reduce welding volume
- Improve weld consistency
- Increase welding speed
Whether using manual welding or automated welding, corrugation flattening is one of the most effective preparation processes available.


2. Ferrule Crimping
Automatic welding is sensitive to gaps between the ferrule and corrugated hose.
If the gap varies around the circumference, welding stability can be affected.
Using a dedicated crimping machine to secure the ferrule improves:
- Fit-up consistency
- Arc stability
- Leak-tight performance
- Overall welding repeatability

3. End Face Levelling
Adjusting the ferrule position manually is often one of the most time-consuming operations in metal hose production.
An end-face levelling machine aligns:
- Ferrule
- Corrugated hose
- Braid
into a single plane before welding.
Benefits include:
- Reduced setup time
- Improved welding consistency
- Simplified operator workflow
- Increased productivity, especially for large-diameter hoses



Is Pre-Treatment Mandatory?
No.
Metal hose assemblies can still be welded without these preparation steps.
However, pre-treatment processes significantly improve:
- Welding consistency
- Production efficiency
- Automation stability
- First-pass yield rate
For manufacturers seeking high productivity and repeatable weld quality, pre-treatment is strongly recommended.
How to Choose the Right Metal Hose Automatic Welding Solution?
Every metal hose assembly application is different.
Factors such as:
- Hose diameter
- Fitting design
- Material
- Production volume
- Leak-tightness requirements
all influence the ideal welding solution.
Contact us at:
Send us your product drawings, photos, or technical requirements, and our engineers will recommend the most suitable automatic welding process for your application.
Frequently Asked Questions(FAQ)
Q1: What is seal welding in metal hose manufacturing?
A:Seal welding joins the corrugated hose, braid, and ferrule together to create a leak-tight assembly before fitting welding is performed.
Q2: What is the difference between seal welding and fitting welding?
A: Seal welding creates the sealed hose structure, while fitting welding permanently attaches the end fittings to the hose assembly.
Q3: What size metal hoses can be welded automatically?
Most automatic metal hose welding machines can process hose sizes from DN12 to DN300, depending on machine configuration.
Q4: Does automatic welding improve leak-tightness?
Yes. Automated welding provides more consistent arc control and parameter repeatability, which helps improve leak-tight performance and reduce defects.
Q5: Is pre-treatment necessary before welding?
Pre-treatment is not mandatory, but processes such as corrugation flattening, ferrule crimping, and end-face levelling significantly improve welding stability and production efficiency.